ГОСТ 9066-75 Шпильки для фланцевых соединений
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ШПИЛЬКИ ДЛЯ ФЛАНЦЕВЫХ СОЕДИНЕНИЙ С ТЕМПЕРАТУРОЙ СРЕДЫ
от 0 до 650°С
Типы и основные размеры
ГОСТ 9066-75
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
ШПИЛЬКИ ДЛЯ ФЛАНЦЕВЫХ СОЕДИНЕНИЙ Studs for flanged connections |
ГОСТ 9066-75* Взамен ГОСТ 9066-69 |
Постановлением Государственного комитета стандартов Совета Министров СССР от 28 марта 1975 г. № 794 срок введения установлен с 01.01.76
Проверен в 1985 г. Постановлением Госстандарта от 27.12.85 № 4667 срок действия продлен до 01.01.96
Несоблюдение стандарта преследуется по закону
1. Настоящий стандарт распространяется на шпильки односторонние и двусторонние для фланцевых соединений паровых и газовых турбин, паровых котлов, трубопроводов и соединительных частей, арматуры, приборов, аппаратов и резервуаров с температурой среды от 0 до 650°С.
Стандарт не распространяется на фланцевые соединения объектов, подведомственных Госгортехнадзору СССР, с условным давлением Ру менее 4 МПа (40кгс/см2).
(Измененная редакция, Изм. № 1).
2. Шпильки должны изготовляться следующих типов:
А-шпилька сплошная с одинаковыми номинальными диаметрами резьбы и гладкой части, применяемая для фланцевых соединений трубопроводов паровых котлов, паровых и газовых турбин, арматуры, приборов и резервуаров с температурой металла менее или равной 300°С;
Б-шпилька сплошная с номинальными диаметрами резьбы, большими номинального диаметра гладкой части, применяемая для фланцевых соединений турбин, трубопроводов и соединительных частей паровых котлов, паровых и газовых турбин, арматуры, приборов, аппаратов и резервуаров с температурой металла свыше 300°С;
В-шпилька с осевым отверстием по всей длине, с номинальными диаметрами резьбы, большими номинального диаметра гладкой части, и выступом четырехгранным «под ключ», затягиваемая с нагревом, применяемая для разъемов корпусов цилиндров паровых и газовых турбин, стопорных и регулирующих клапанов с контролируемым затягом шпильки и температурой металла от 0 до 650°С;
Г-шпилька с осевым отверстием по всей длине, с номинальными диаметрами резьбы, большими номинального диаметра гладкой части, и цилиндрическим выступом на ввинчиваемом конце, затягиваемая с нагревом, применяемая для разъемов корпусов цилиндров паровых и газовых турбин, стопорных и регулирующих клапанов, арматуры с контролируемым затягом шпильки и температурой металла от 0 до 650°С;
Д-шпилька с осевым отверстием по всей длине, с номинальными диаметрами резьбы, большими номинального диаметра гладкой части, затягиваемая с нагревом, применяемая для разъемов корпусов цилиндров паровых и газовых турбин, трубопроводов и соединительных частей, арматуры, стопорных и регулирующих клапанов с контролируемым затягом шпильки и температурой металла от 0 до 650°С.
__________
* Размер для справки
3. Размеры шпилек должны соответствовать указанным на черт. 1-3 и в табл. 1, 2.
Тип А
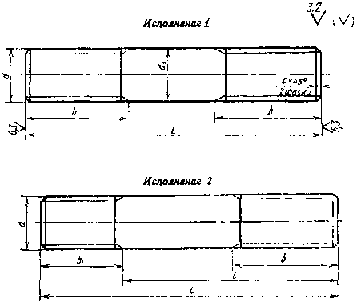
Тип Б
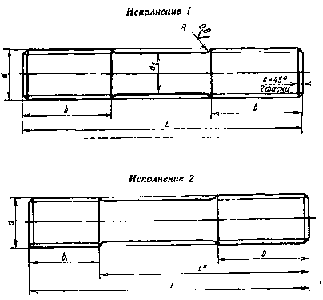
Чертеж 1
Тип В и Г
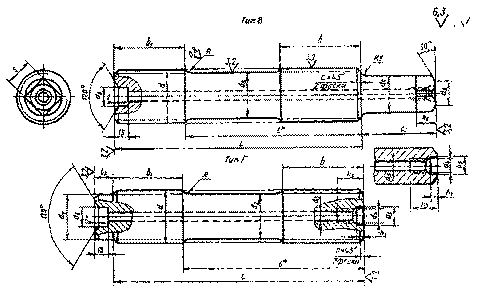
Чертеж 2
Тип Д
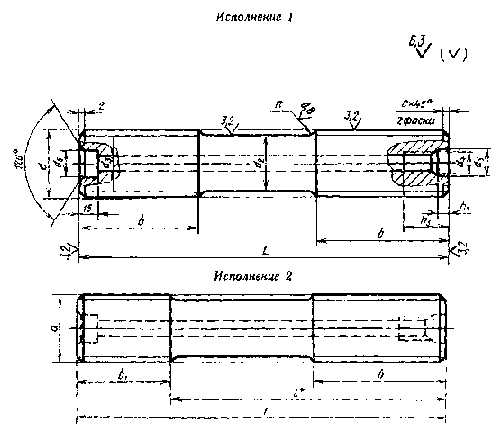
Чертеж 3
Таблица 1
Размеры, мм
Продолжение
Примечания:
1. Шпильки с размерами, заключенными в скобки, по возможности не применять.
2 Диаметр гладкой части d1 шпилек типа А с мелкой резьбой, выполняемой накаткой, при d>52 мм должен быть равен среднему диаметру резьбы. Допускается диаметр гладкой части шпилек типов Б, В, Г и Д выполнять размером среднего диаметра резьбы, выполненной методом накатки.
3. Размеры радиусов перехода R и концевых фасок не распространяются на шпильки, резьба которых выполняется методом накатки.
4. Длину ввинчиваемого резьбового конца допускается выполнять равной 1,6 d или 1,8 d на шпильках всех типов.
5. Допускается на шпильках типов Г и Д не делать расточку осевого отверстия d6, при этом на шпильках типа Г цилиндрический выступ допускается выполнять по высоте I2, равной удвоенному шагу резьбы.
6. Допускается на шпильках типов В, Г и Д осевое отверстие выполнять диаметром d3, равным 6,7 мм для шпилек М30 и М36 и 8,5 мм для шпилек М42 и М48, размеры гнезда под рым-болт-по ГОСТ 4751-73.
7. Допускается уменьшение диаметра d7 на величину шага резьбы.
8. Допускается для шпилек типов В, Г, Д с номинальным диаметром резьбы до М60 осевое отверстие d3 и гнездо под рым-болт не выполнять.
9. Неуказанные предельные отклонения размеров: Н14, h14, ± по ГОСТ 25670-83.
Таблица 2
Размеры, мм
Примечания:
1. Шпильки с размерами, заключенными в скобки, по возможности не применять.
2. При применении шпилек с длиной более 750 мм длина резьбы шпилек должна соответствовать ряду Ra 40 ГОСТ 6636-69.
3. Длина I шпилек A2, Б2, В, Г и Д2 более 0,25 d+b по ряду Ra 40 и дополнительному ряду ГОСТ 6636-69.
4. Допускается для шпилек типов В, Г и Д уменьшение длины резьбового конца Ь, но не более чем на 0,25 d.
5. Длину шпилек типов А и Б необходимо выбирать так, чтобы выступание шпильки из гайки типа А в резьбовом соединении было не менее шага резьбы, включая фаску на конце шпильки.
Примеры условных обозначений:
Шпилька типа А, исполнения 1, с диаметром резьбы 48 мм, с крупным шагом резьбы 5 мм, с полем допуска 6g, с длиной шпильки 200 мм, с длиной резьбового конца 90 из стали марки ЭП182, категории IV, группы качества 2, без покрытия:
Шпилька AM48-6g?200.90.3U 182.IV.2 ГОСТ 9066-75
То же, исполнения 2, с мелким шагом резьбы 3 мм, с полем допуска 6g, с длиной ввинчиваемого конца l1=65 мм, с длиной резьбового конца l0 = 90 мм, вакуумно-дугового переплава, без покрытия:
Шпилька A2M48?3-6g?200 ЭП182-BД,.III.2. ГОСТ 9066-75
То же, из стали 35, категории II, группы качества 3, с покрытием 02, толщиной 9 мкм:
Шпилька A2M48?3-6g?200 35.II.3.029 ГОСТ 9066-75
4. Резьба метрическая-по ГОСТ 24705-81.
(Измененная редакция, Изм. № 2).
5. Масса шпилек приведена в справочных приложениях 1-7.
6. Технические требования-по ГОСТ 20700-75.
7. (Исключен, Изм. № 2).
ПРИЛОЖЕНИЕ
| Приложение 1 Справочное | Скачать .doc |
| Приложение 2 Справочное | |
| Приложение 3 Справочное | |
| Приложение 4 Справочное | |
| Приложение 5 Справочное | |
| Приложение 6 Справочное | |
| Приложение 7 Справочное | |
| Приложение 8 Cправочное (Исключено, Изм. № 2) |