Допуски предельных отклонений при производстве фланцев ГОСТ 12821-80
Современное крупносерийное и массовое производство предполагает выпуск продукции в количестве сотен тысяч единиц. Каждый из произведенных фланцев, используемых в промышленности и в коммунальной сфере, должен быть полностью совместим с узлами трубопроводных систем. При этом операции подгонки и слесарной доработки деталей должны быть полностью исключены, поскольку в этом случае затраты на сборочные операции увеличиваются в несколько раз. Фланцы ГОСТ 12821-80, которые без ограничений можно установит в любой узел, называют взаимозаменяемыми.
Как показывает многолетняя практика, при изготовлении деталей неизбежно возникают погрешности, и конечный фактический размер всегда немного отличается от заданного. Причиной тому является ограниченная точность промышленного оборудования, погрешности измерительных средств, неизбежный износ инструментальной оснастки и токарного инструмента, тепловые деформации металла, а также другие факторы.
Тем не менее инженеры нашли выход, для того чтобы обеспечить полную взаимозаменяемость деталей в производствах серийного и массового типа. Для этого, на чертежах указываются допуски предельных отклонений от заданного размера, в рамках которых должен находиться фактический размер изготовленного фланца ГОСТ 12821-80.
Учитывая, что элементы трубопроводных систем работают в различных условиях, а при их сборке задействован персонал разной степени подготовленности, стандарт на фланцы должен обеспечивать гарантию качественной сборки и герметичности соединения в любом случае. С учетом этих требований был разработан стандарт на фланец ГОСТ 12821-80, в котором четко прописаны предельные отклонения размеров.
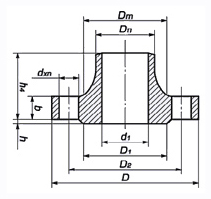
Предельные отклонения размеров по ГОСТ 12821-80 определяются в соответствии с квалитетом точности:
| Параметр | Размер | Квалитет точности |
| d1 | До 30 мм | H16 |
| Dm | До 30 мм | h16 |
| Dn | До 30 мм | h16 |
| d1 | 30-80 мм | H15 |
| Dm | 30-80 мм | h15 |
| Dn | 30-80 мм | h15 |
| d1 | Свыше 80 мм | H14 |
| Dm | Свыше 80 мм | h14 |
| Dn | Свыше 80 мм | h14 |
Для определения конкретного числового значения в соответствии с квалитетом, инженеры конструкции пользуются таблицами допусков, которые содержатся в машиностроительных справочниках. При контроле фактических размеров деталей типа фланец ГОСТ 12821-80 в мелкосерийном и среднесерийном производстве используют штангенциркули. В крупносерийных и массовых производствах контроль отверстий осуществляется с помощью проходных и непроходных цилиндрических пробок, а контроль наружных диаметров с помощью скоб.