Фланцы ГОСТ 12820-80.
Фланцы ГОСТ 12820-80 фланцы стальные плоские приварные. На сегодняшний день самый распространенный вид фланцев в мире. Область применения этих фланцев начинается в простеньких конструкциях трубопроводов, системе жилищно-коммунального комплекса, аппаратов, машин, механизмов, предприятиях нефтегазового сектора, трубопроводного транспорта, магистральных трубопроводов. В отличии от фланцев стальных приварных встык (ГОСТ 12821-80), которые стыкуются с трубой и в районе воротника или юбки, и обвариваются по периметру сварным швом, у стальных плоских фланцев имеются свои особенности, в первую очередь, фланец одевается на трубу, при том, что необходимо при одевании фланца на трубу, имелся технологический зазор, конечно различный для разных диаметров фланцев (обычно этот зазор составляет 1-2-3 мм.).
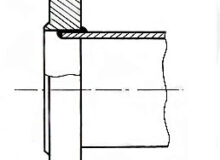
Соединение фланца стального плоского приварного ГОСТ 12820-80 с трубой обеспечивают два сварных шва, один из которых расположен на наружной поверхности фланца, другой на внутренней поверхности фланца 12820. Для контроля качества приварки сварных швов , можно применять практически любые дефектоскопы, — рентгенные, ультразвуковые, оптические. Диапазон рабочих давлений по ГОСТ 12820 находится в интервале от 0,1 до 2,5 МПа. Условный проход (внутренний диаметр фланца) находится в диапазоне от 10 мм. до 2400 мм.
По способу изготовления фланцев, для фланцев стальных плоских приварных ГОСТ 12820-80, для производства фланцев, доступны практически все известные методы и способы производства и изготовления фланцев. Это ковочный метод, штамповочный метод производства и изготовления фланцев, несколько литейных способов (в землю, в опоку, ЦЭШЛ и т.д.), гибочный способ из листового проката, способом резки из сортового круга, способом резки из листового проката. Любой из вышеперечисленных способов, по своему хорош, и как правило имеет экономическую целесообразность, для определенных диаметров, при этом показатели качества производства и изготовления фланцев ГОСТ 12820-80, конечно у каждого из способов различные, все эти показатели относятся и к изготовлению фланцев по чертежам.
Оптимальным сочетанием качества, себестоимости, технологичности на сегодняшний день обладают два способа: — ковочный, штамповочный. Эти два способа относятся к одной группе,- группе горячего деформирования металла, т.е. берется болванка (как правило, нарезанный кусок сортового круга) нагревается до ковочной температуры ( у каждого сорта стали и сплава она своя (см. Марочник сталей и Сплавов), и с помощью молота или штампа, эта болванка деформируется, принимая форму заготовки (или готового фланца), в зависимости от технологических требований.
Литейный способ изготовления фланцев стальных приварных плоских по ГОСТ 12820-80 не достаточно технологичен, и очень высок процент отбраковки заготовок фланцев (до 40%).
Гибочный способ из листового проката, позволяет производить фланцы ориентировочно от 200 до 1000 мм. условного прохода (внутренний диаметр фланца). Больший или меньший диаметр фланцев, произведенный этим способом, является экономически не целесообразным.
Способы резки фланцев, из круга и листового проката, имеют один, но очень серьезный недостаток. Очень большое количество металла идет в отходы.