Литейные фланцы. Центробежное литье.
Одним из литейных способов производства фланцев и фланцевых соединений является способ центробежного электрошлакового литья (ЦЭШЛ). Наряду с другими литейными методами, — литье в землю, литье в кокиль, литье по выплавляемым моделям, литье под подавлением, способ центробежного электрошлакового литья (ЦЭШЛ) наиболее подходит для производства деталей вращения, с отверстием внутри и относительно небольшой высоты.
Основной особенностью центробежного электрошлакового литья является высокое качество литейной заготовки, тогда как, заготовки производимые другими методами и способами могут быть отбракованы, и количество брака доходит до сорока процентов. Этот способ производства заготовок деталей вращения наиболее оптимален для производства литейных фланцев и других деталей вращения соединяемых с фланцами.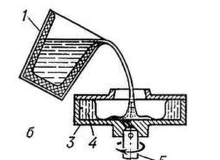
1.- Плавильная емкость.
3.- Вращающаяся форма.
4. — Литейная заготовка фланца.
5. — Ось центробежной машины.
Центробежное электрошлаковое литье (ЦЭШЛ) является на сегодняшний день самым прогрессивным и экономически обоснованным методом производства литейных фланцев и литейных фланцевых соединений. Установка центробежного электрошлакового литья состоит из установки электрошлакового переплава и центробежной машины. Установка электрошлакового переплава была создана в семидесятых годах прошлого века в Киеве, в институте электросварки им Е.О. Патона. Принцип действия этой установки состоит в следующем, — электрод непрерывно подается в плавильную емкость, в результате искрового разряда происходит плавление электрода и накопление расплавленного металла в плавильной емкости. Весь этот процесс происходит под слоем флюса, который защищает расплавленный металл от взаимодействия с воздухом, чтобы не было образований оксидов и окислов. В результате плавления электрода (или нескольких электродов), достигается необходимая масса расплавленного металла. После этого, расплавленная масса сливается в раскрученную центробежную машину, имеющую форму необходимой геометрии. Под действием центробежных сил, происходит придание определенной формы расплавленному металлу, и уплотнение основной массы расплавленного металла. Воздействие центробежных сил очень положительно сказывается на упрочнении металла и распределении по вращающейся форме. Уплотнение металла под действием центробежных сил, практически полностью исключают образование внутренних полостей, газовых камер, внутри заготовки фланца. Таким образом, достигается однородность металла в литейной заготовке.
Огромным преимуществом перед другими методами литья является использование в качестве расплавляемого электрода металлолома, скраба, шихты. Что удешевляет производство литейных заготовок на тридцать, сорок процентов цены на фланцы, при сохранении неизменно высокого качества заготовки. Этот метод дает еще одно преимущество перед другими литейными методами, это возможность дошихтовывать (добавлять), в момент переплава (когда металл находится в жидком состоянии), необходимые для придания последующих эксплуатационных характеристик, легирующие элементы. В результате использования метода центробежного электрошлакового литья, мы получаем качественную заготовку литейного фланца. Однородную по своей структуре, не имеющую внутренних пор и полостей, с необходимыми добавками легирующих элементов, плотную по своей структуре, имеющую приданную нами геометрическую форму заготовку или готовую деталь (в зависимости от необходимых требований предъявляемых к заготовке).
Таким образом, на сегодняшний день метод центробежного электрошлакового литья (ЦЭШЛ) является самым прогрессивным и экономически обоснованным, что ведет к значительному снижению себестоимости производимой продукции.